048-251-3843
048-251-3843 048-255-4959
048-255-4959


Answer (回答)
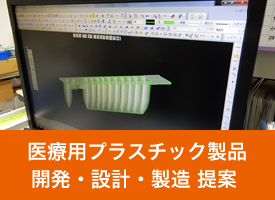
プラスチック製品は溶融樹脂が金型のキャビティ内に注入後、冷却され固化すると体積が減少し縮みます。射出成形後も時間経過(16~24時間)とともに冷却され体積が減少し縮みます。収縮前と収縮後の寸法の比率を「収縮率」といいます。
射出成形後のプラスチック製品の収縮率に影響を及ぼす主な要因は以下の通りです。
- 樹脂材料の種類
- 成形条件
- 保管温度
- 経過時間
材料の種類で成形収縮率は異なります。例えばPP(ポリプロピレン)の収縮率は1.0~2.5に対し、PC(ポリカーボネート)0.5~0.7です。結晶性と非晶性樹脂では結晶性樹脂のほうが、結晶化度が大きいため、収縮率が高くなります。
成形条件では圧力、温度、冷却時間で収縮率に変化があります。圧力が低くヒケがあると収縮率が大きくなり、冷却時間を長くすると、成形後の収縮率を低くなります。条件調整である程度は収縮率を調整することができますが、成形条件によっては製品品質に影響がでるため、調整には注意が必要です。
保管温度や経過期間はプラスチック製品の収縮率だけでなく、品質に影響を及ぼすこともあります。特に医療用プラスチック製品は品質や寸法公差が厳しいため、保管温度が決められていて、温度管理されている環境下で保管されています。