048-251-3843
048-251-3843 048-255-4959
048-255-4959


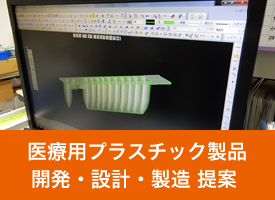
医療用プラスチック成形.com へ よくある質問
Question & Answer
「医療用プラスチック成形.com」が過去にお客様から受けたご質問と、それに対して、運営会社である親和工業株式会社の回答を記載しております。
また、このページ内に記載されていない内容を知りたいご担当者様は、大変お手数ですがお問合せ画面からご質問ください。なにとぞ、よろしくお願いします。
採精容器・不妊治療用プラスチック成形品について
- 親和工業様で、過去に製作したことのある、医療用 プラスチック 容器を、何種類か教えてもらえませんか?
- 精液運搬用の採精容器を製造したいのですが、お願いできますでしょうか?
- 不妊治療用の採精容器を新規で作りたいのですが、ご相談に乗っていただけますでしょうか?
- 常温運搬用の採精容器と、その容器を入れるケースの新規開発を行いたいのですが、対応できますか?
- 動物用の採精容器の製造をお願いできますか?
- シリンジ法とはなんですか?
- シリンジ法に使用するキットを開発したいのですが、ご協力お願いできますでしょうか?
- 使い捨てビデについて教えていただけないでしょうか?
- 膣洗浄器の量産を検討していますが、対応可能でしょうか?
- 生殖医療と不妊治療の違いはなんですか?
- 生殖医療とはなんですか?
- 生殖医療向けのプラスチック製品の成形には対応できますか?
- 精液を保存するためのプラスチック容器を月2000個のロットで射出成形にて生産をお願いしたいのですが、対応可能でしょうか?
- フェムテックとはなんですか?
- 不妊治療やフェムテック向けの製品開発をお手伝いしていただけますか?
- 卵子凍結保存容器の量産をしたいのですが、金型設計からOEM生産まで丸ごとお願いできますか?
- 新規にフェムテック事業を立ち上げたいのですが、どのようなフェムテック製品の成形に対応できますでしょうか?
遺伝子解析・遺伝子治療用プラスチック成形品の対応について
- セルフリーDNAとはどのようなものですか?
- セルフリーDNAに対応したプラスチック成形品の製作には対応していますか?
- RNaseフリーとはどのようなものでしょうか?
- 遺伝子解析用のプラスチック容器の成形には対応していますか?
- ヌクレアーゼフリーに対応したプラスチック成形品の製作には対応していますか?
- PCR検査用のプラスチック成形品の製作には対応していますか?
- PCR検査用の容器にはどのような樹脂材料が採用されていますか?
- エンドトキシンとはなんですか?
- エンドトキシンフリーの容器は製造可能ですか?
- ヌクレアーゼフリーに対応したキュベットの製造はできますか?
- 遺伝子治療用のプラスチック成形品の製造はできますか?
- エンドトキシンフリーの医療用チップの製造はできますか?
- パイロジェンフリーとエンドトキシンフリーの違いはなんですか?
- エンドトキシンフリー チューブの製造はできますか?
- エンドトキシンの滅菌法はどのような方法がありますか?
- スピンカラムとはどのような製品ですか?
- クライオチューブとはどのような製品ですか?
- 2mlの凍結保存用チューブの量産は対応できますか?
- プラスチック製のクライオチューブは低温環境でも問題なく使用できますか?
- 細胞凍結保存用バイアルの開発はできますか?
- クライオチューブの密閉性を高めるため、どのような点に気を付けていますか?
- 細胞培養プレートと遺伝子検査用チップを丸ごとお願いできますか?
- 医療機関で使用する採血デバイスの開発を検討しています。ご協力をお願いできるでしょうか?
- 指先から少量の血液を採取し、保管する血液検査キット容器を開発中なのですが、試作からお願いできますでしょうか。
- DNAフリー(DNase/RNaseフリー)が保証された医療用プラスチック成形品の量産はお願いできますか?
- ヌクレアーゼフリー水(Nuclease-free Water)とはなんですか?
- 細胞培養容器の作製を検討しており、金型製作から委託可能な加工先を調査しております。容器形状等の詳細な仕様についてご相談できますでしょうか?
医療用プラスチック・メディカルグレードについて
- プラスチックの素材について、何を選べばよいか分かりません
- 取り扱えるプラスチック材料はどんなものがありますか?
- メディカルグレード材料の対応は可能でしょうか?
- 当社指定のメディカルグレード原材料で医療用プラスチック容器の成形は依頼できますか?
- どのような樹脂が医療用グレード樹脂になりますか?
- 医療用グレードの樹脂で射出成形をお願いできますか?
- 医療用グレードのPPの取り扱いはありますでしょうか?
- 医療用ポリプロピレンでも成形性はそれぞれ異なるのでしょうか?
- マウスピースにには医療用の樹脂を使用する必要があるのでしょうか?
- COPを使用した射出成形品の試作から量産委託までお願いできますか?
滅菌処理について
- 医療用プラスチック容器の滅菌処理についてノウハウをお持ちでしょうか?
- クリーンルーム内での包装は可能でしょうか? また滅菌処理も行えますか?
- どのような滅菌処理に対応していますか?また、滅菌方法にはどのようなものがありますか?
- 滅菌バリデーションはできますか?
- PCRチューブの製造から滅菌処理までお願いできますか?
医療機器プラスチック製品の開発・設計・試作について
- 製品設計から金型設計まで対応可能でしょうか?
- 試作・開発品、小ロット品の製作も可能でしょうか?
- 医療用のチップを現行の形状から改良を考えています。既存図面・既存製品をもとに、相談にのっていただけますでしょうか?
- 医療機器プラスチックの新商品を設計から試作、量産まで、相談に乗っていただくことは可能でしょうか?
- 既存の医療用プラスチック製品のパーツの一部を滅菌し再利用出来るように、材料の仕様変更を検討中なのですが、材料の選定や金型設計は可能でしょうか?
- 親和工業様で、過去に製作したことのある、医療用 プラスチック 容器を、何種類か教えてもらえませんか?
- 医療製品:プラスチック容器について、現状の製品からの改良相談に対応いただけますか?
- 医療用チューブや医療用プラスチック容器の改善や開発にあたり、お客様(お医者様)のご要望を確認しながら共同開発する事は可能でしょうか?
- 肉厚0.3mmのチューブは作成可能でしょうか?
- 内視鏡カメラの先端に取り付けるカバーの製造はできますか?
- 内視鏡フードの成形におけるポイントを教えてください。
- 医療用プラスチックハウジングの製造はできますか?
- 自動検査装置用チップのノズル装着時の曲がりによる不良率改善のため、金型更新を検討しております。新規金型設計とチップの受託成形をお願いできますか?
- 培養用のディッシュの生産は可能ですか?滅菌まで対応をお願いしたいです。
- 医療用マウスピースの金型製作から成形まで一貫してお願いできますでしょうか?
- 鼻水吸引機の樹脂部分について、海外からの生産移管を考えています。ご相談に乗っていただけますでしょうか?
- ポリウレタン製の医療用マウスピースの製造は可能ですか?
- 貴社が製造業、弊社が販売業として製品開発は可能ですか?
- 不妊治療向けで細胞培養用のマイクロ流路チップの開発を検討しているのですが、マイクロ流路チップの設計から製造までできますか?
- 医療用プラスチックは汎用プラスチックと比べて、収縮率に違いはありますか?
- 現在、1000 μLピペット用フィルターチップの供給が不安定であり、国内での製造が可能かどうかを検討しています。年間300万本のチップを製造できる企業を探していますが、対応可能でしょうか?
- フィルターチップの成形から、ラックも含めて成形してほしいです。また、滅菌までお願いできますか?
- バイアルを探しているのですが、適当なサイズのものが見つからず、製作を検討した場合、どの程度の費用がかかるかご相談させていただくことは可能でしょうか?
- 注射器の先端に金属アダプターを装着していますが、これをプラスチックでできないかと考えています。金属の樹脂化のご提案はいただけますか?
- 「シース」と呼ばれる、ガイドワイヤーを挿入する時に使用する注射針に前にあるプラスチック部品は製作可能ですか?
- 新規でバイアルの開発を検討しているのですが、ご相談に乗っていただけますでしょうか?
- プラスチック製のクライオチューブは低温環境でも問題なく使用できますか?
- クライオチューブの密閉性を高めるため、どのような点に気を付けていますか?
- セルストレーナーのOEM量産には対応できますか?
- 不妊治療やフェムテック向けの製品開発をお手伝いしていただけますか?
- COPを使用した射出成形品の試作から量産委託までお願いできますか?
薄肉成形について
- 療用チューブキャップの一か所に、極薄肉ができる成形会社を探しています。製品寸法はφ10.0×12程度、このサイズ感で親和工業ではチューブキャップの底に、どれぐらいの薄肉成形の実績がありますか?
- サイズφ8×15の既存の医療用チューブで肉薄部の偏肉改善のため、更新型を検討中なのですが、可能でしょうか?
- 薄肉成形品におけるゆがみやエジェクターピンのキズと思われる不良の発生で良品率が悪く改善したいのですが、相談に乗って頂くことは可能でしょうか?
- 分注チップとピアッシングチップが兼用出来るような医療用薄肉チップの形状変更を考えております。サイズ感は6φ×80㎜、肉厚0.5㎜ですが医療用薄肉成形品の形状改良の依頼は出来ますか?
- 肉厚0.3mmのチューブは作成可能でしょうか?
- 薄肉成形とは、どれくらいの厚さの成形のことを指しますか?
- 薄肉成形品の射出成形におけるポイントを教えてください。
- 医療用チップを薄肉化したいのですが、対応可能ですか?
医療用プラスチックの成形技術について
- プラスチック製品をクリーンルーム内に限定して成形をお願いできますか?
- 医療用のシリンジやチップ、容器をクリーンルーム内で成形可能いただくことは可能でしょうか?その際のクラスを教えてください。
- 医療用の容器をプラスチック成形でつくりたいと考えています。その際の注意点は何になりますか?
- 高温滅菌に耐えられる医療用プラスチック容器の製品設計、製作は可能でしょうか?
- テーパーゼロ形状の麻酔針の軸芯の製作事例を拝見したのですが、極細成形品の成形、加工をお願いできますか?その際に、注意すべき点はどちらになりますか?
- チャック板を利用しない場合の製品の成形ではどのようなことに注意していますか?
- Webサイトを拝見したところ、医療用チップを数多く成形されていますが、どれぐらいのサイズに対応できますか?実績も可能であれば教えてください。
- 穴径がφ0.5の医療用針芯に使用する医療用プラスチック容器の依頼は可能でしょうか?また同じ医療用プラスチック容器で異なるサイズの穴径のバリエーションを増やすことは出来ますでしょうか?
- ピアシングチップの先端におけるボイドの発生に悩んでおります。何か対策はありませんか?
- 医療樹脂の成形において、仕上がり寸法に影響を及ぼす成形条件は何ですか?
- 医療用シリンジの成形におけるポイントを教えてください。
- プラスチックキュベットの製造をしていますが、今後はクリーンルームのような環境で量産をしたいと思っています。御社では対応可能でしょうか?
- 濾過用フィルターハウジングの製造におけるポイントを教えてください。
- フィルターチップの成形の受託はお願いできますか?
- フィルターチップの受託成形からプレートやラックまで一貫してお願いできますか?
- PCRチューブの製造から滅菌処理までお願いできますか?
- 8連PCRチューブの製造はできますか?
- 自動検査装置用チップの設計、製造をする場合、どのような不良が最も懸念されますか?
射出成形金型の設計・製造について
- 金型の設計検証はどのように行っていますか?
- 成形機や金型のメンテナンス計画はどのように行っていますか?
- 多数個取りの成形品について、何個取りの金型まで設計は可能でしょうか。
- PP、PC、PE、PA、ABS樹脂用の金型を設計、製造できますか?
- ホットランナーの金型を設計製造できますか?
- 10トンから200トン程度の金型を設計製造できますか?
- 試作金型を設計製造できますか?また3Dプリンターで試作品を製作できますか?
- 3D での金型測定は出来ますか?
- 金型設計ツールはどのようなものを使用してますか?また流動性解析ができますか?
- 他社製造の金型を移管し使用する、もしくは金型を改造して使用する、以上のような経験はありますか?
- 2色成形、インサート成形の金型を設計、製造して成形は可能ですか?
- 金型の価格について、価格明細を提示して頂くことは可能ですか?
- 金型を発注してから、製品が納品されるまでの期間はどの位かかりますか?
- 多数個取りの成形品について、何個取りの金型まで設計は可能でしょうか。
- 医療用プラスチック容器の更新型の製作の際に製品コストダウンを見据えた金型設計を依頼できますか?
- ピアッシングチップの製作を依頼したいのですが、新規設計する前に既存金型の不具合を確認して頂く事は可能でしょうか?
- サイズφ8×15の既存の医療用チューブで肉薄部の偏肉改善のため、更新型を検討中なのですが、可能でしょうか?
- 医療用チューブの成形品でエジェクターピンからの汚れ発生頻度が多く、成形ロス改善の為、金型修正、または新規製作を依頼できますか?
- 自動検査装置用チップのノズル装着時の曲がりによる不良率改善のため、金型更新を検討しております。新規金型設計とチップの受託成形をお願いできますか?
- 自動検査装置用チップの設計、製造をする場合、どのような不良が最も懸念されますか?
- 射出成形金型のゲート位置はどのように決めていますか?
- 射出成形金型のゲートにはどのような種類がありますか?
- ジェッティングが成形条件の見直しで直らない場合、金型に何か原因があるのでしょうか?
- 多数個取りの際は、どのようなゲートが最適でしょうか?
- ピンゲートでゲート残りが発生してしまうのですが、原因はなんでしょうか?
- ピンゲートとサイドゲートの違いはなんですか?
プラスチック成形・加工について
- ゲート残りを少なくするための良い方法はありませんか?
- 成形品の寸法が小さく、保圧を高くし寸法を大きくしたいのですが、よい対策はありますか?
- プラスチック射出成形品に着色はできますか?
- ショートショットの発生で考えられる原因は何でしょうか?
- 成形条件以外でひけ対策はありますか?
- 充填途中の薄いバリ対策として、成形条件での対策はありますか?
- キャビティ毎の選別はできますでしょうか?
- リサイクル材を使用して成形することは可能でしょうか?
- φ0.3の20mmの芯の成形を依頼することは、精度的に可能でしょうか?
- プラスチック成形を行う上で、親和工業様がで気をつけていることはなんですか?
- プラスチック製品のメリット、デメリットは何ですか?
- 製品を成形する際の、成形機の選定基準は何になりますか?
- 御社では塩ビの成形は対応可能でしょうか?
- 医療用シリンジと注射器の違いはなんですか?
- 現在は押出でPPの医療用製品の成形をしておりますが、射出成形に変更すれば寸法形状のバラツキは抑えられますか?
- 射出成形後の収縮率には、どのような要素が影響しますか?
- 樹脂の材料によって成形収縮率は異なりますか?
- 射出成形でヒケが起きる原因はなんですか?
- 射出成形でヒケを改善するには、どのような対策方法がありますか?
- 射出成形でガス焼けを防止するには、どのような対策方法がありますか?
クリーンルーム成形について
- プラスチック製品をクリーンルーム内に限定して成形をお願いできますか?
- 全数選別(検査・包装まで)可能なクリーンスペースはありますか?、またクリーン度のクラスはいくらですか?
- 医療用のシリンジやチップ、容器をクリーンルーム内で成形可能いただくことは可能でしょうか?その際のクラスを教えてください。
- 親和工業が他の成形会社と違う、最大の特徴は何になりますか?
- セルフリーDNAに対応したプラスチック成形品の製作には対応していますか?
- クリーンルーム内での包装は可能でしょうか? また滅菌処理も行えますか?
- ヌクレアーゼフリーに対応したプラスチック成形品の製作には対応していますか?
- エンドトキシンフリーの容器は製造可能ですか?
- プラスチックキュベットの製造をしていますが、今後はクリーンルームのような環境で量産をしたいと思っています。御社では対応可能でしょうか?
品質管理について
- 医療用プラスチック製品の製造において品質管理はどのようにおこなっていますか?
- 製造及び検査など工程毎の良品率や不適合品発生状況、原因解析の品質データの共有は可能でしょうか?
- 不適合品発生時における、是正処置、予防措置は実施していますか?
- 医療用プラスチック製品のバリデーションは行ったことがありますか?
- 原材料中の異物選別はできますでしょうか?
- 原材料の物性分析は実施していますか?
- 全数選別(検査・包装まで)可能なクリーンスペースはありますか?、またクリーン度のクラスはいくらですか?
- ショット毎の温度データを測定し、品質と生産性の分析に生かすことができますか?
- ビジネス、技術、品質保証に精通した担当者を任命して頂けますか?
- 医療用チップの不良として、どのような症状が想定されますか?
- 金型のメンテナンスはどのように行っていますか?また、そのメンテナンス記録を管理していますか?
- クリーンルーム内での包装は可能でしょうか? また滅菌処理も行えますか?
- QMSとはどのような省令でしょうか?
- 「医療機器製造販売業」と「医療機器製造業」との違いはなんですか?
- QMS省令とISO13485の違いはなんですか?
生産能力・設備・管理体制について
- 量産の場合、どれくらいの生産対応が可能でしょうか?
- どれくらいのサイズまでの製造・製作、加工が可能ですか?
- 月産何トン位の生産が可能でしょうか?
- どのくらいのサイズのプラスチック成形品の成形が可能ですか?
- 生産計画、生産管理にはどのようなソフトウエアを使っていますか?
- 成形の製造スケジュールはどのように計画・管理していますか?
- 急な発注に対し、製造スケジュールの変更は可能でしょうか?
- 複数の製造拠点をお持ちでしょうか?
- 電動式射出成形機の特徴は何になるでしょうか?
- 1か月の稼働日数はどの位ですか?
- 高い金型温度が必要な成形品について、どのような設備を扱っていますか?
- スピンカラムの量産を前提とした試作をお願いしたいのですが、一貫してサポートいただけますか?
本サイト『医療用プラスチック成形.com』のサービスに対する質問
- 組み立てや滅菌、ラべリング(QRコード、バーコード)、試薬の充填およびシーリングなどの対応は可能でしょうか?
- オートクレーブ滅菌に使用可能な材料での製品設計は可能ですか?
- 静電気の発生を抑制する製品は可能ですか?
- 着色ペレットの依頼はできますでしょうか?
- プラスチック射出成形機の成形プロセスを分析し、生産時間の効率化を実行できますか?
- プラスチック射出成形機とその付帯装置および、金型の修理、メンテナンスを自社で行えますか?
- 梱包、輸送方法を分析し、輸送コストを最適化できますか?
- マスターバッチによる着色は可能でしょうか?
- 医療機器の組立は可能でしょうか?
運営元・親和工業について
- 得意な加工形状はどのようなものでしょうか?
- スケッチ、マンガ絵、ポンチ絵などからの設計相談は可能でしょうか?
- 最小購入ロットはどれくらいでしょうか?
- 原材料の輸入は可能でしょうか?
- 医療用プラスチック製品の開発設計を依頼する際に、親和工業様の強みを教えてください。
- 医療機器関連機関からの監査を受けた経験はありますか?
- 原材料の価格変動に対し先物購入などの対策はとっておりますでしょうか?
- 医療機器会社との取引経験はございますか?
- 英文の読み書き、基本的な英会話については対応可能でしょうか?
- お取引をさせて頂くにあたって工場見学は可能でしょうか?
- NDA(機密保持契約)を結んでからの、成形図面・見積依頼は可能でしょうか?
- 親和工業が他の成形会社と違う、最大の特徴は何になりますか?
- NDA(機密保持契約)を結んでからの、成形図面・見積依頼は可能でしょうか?