048-251-3843
048-251-3843 048-255-4959
048-255-4959


プラスチック射出成形において、計量精度の安定化は、成形を安定させる重要な工程のひとつです。溶融樹脂の充填量が不安定だと成形も不安定になります。材料の可塑化が終了してもスクリューの逆流防止弁には圧力が残っているため、この圧力によって、溶融樹脂が少しずつスクリューの先端に送られてしまいます。
この量を少なくする方法としてスクリューの回転数や背圧を低く設定し残っている圧力を低下させます。またスクリューの回転数を下げることで可塑化後のスクリュー停止時間が短くなり、可塑化後にスクリューの前方に溶融樹脂が送られる時間を短くすることができ、計量精度のばらつきを少なくすることができます。
==========================================
『医療用プラスチック成形.com 』を運用する親和工業では、医療機器に使用されるプラスチック製品を常時、安心・安全な品質でお客様にご提供するために、社内にクラス10,000以下のクリーンルームを完備しています。当社のクリーンルームは高清浄度を実現するために3重のフィルター構造をとっています。
また当社では、クリーンルームを完備するだけでなく、平成29年に医療機器製造業登録証の取得、令和元年9月にISO13485の認証取得、そして令和2年にを第二種医療機器製造販売業許可を取得しました。
>>第二種医療機器製造販売業許可、医療機器製造業登録、およびISO13485の認証
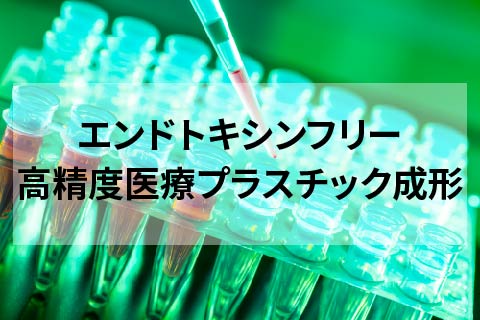
このように親和工業では、これまで以上に医療業界向けのプラスチック成形品を、安心・安全にご提供する体制を整えています。近年では、DNase-free、RNase-free、エンドトキシンフリーの製品に対応し、放射線(ガンマ線、電子線)の照射による滅菌やEOG減菌にも対応しており、遺伝子治療や不妊治療向けの高精度医療機器の開発・設計・製造を行っており、各種特許も取得しております。
>>遺伝子解析・遺伝子治療用プラスチック成形品に関するよくある質問一覧
>>不妊治療向けの医療用プラスチック製品の開発ストーリーはこちら
さらに当社では、全国でも極少数しか取得していない特級プラスチック成形技能士を2名輩出しております。
医療機器製造業許可・ISO13485・医療機器製造販売業許可を取得し、クラス10,000のクリーンルームを持つ、安心・安全の生産工場にて、特級プラスチック成形技能士が各種VA/VE提案を行うことで、お客様の想いを形にして、日本・世界の医療業界に貢献してまいります。医療用プラスチック成形のことでお困りの方は、まずは医療用プラスチック成形.comを運営する親和工業株式会社までお気軽にご相談ください。