すべて
-

- コストダウン
複数用途に使用可能となる部品製造の設計
-
- コストダウン
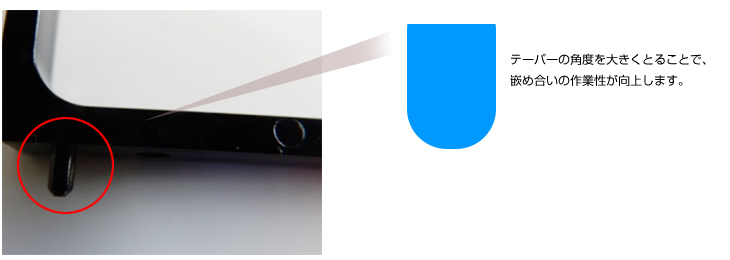
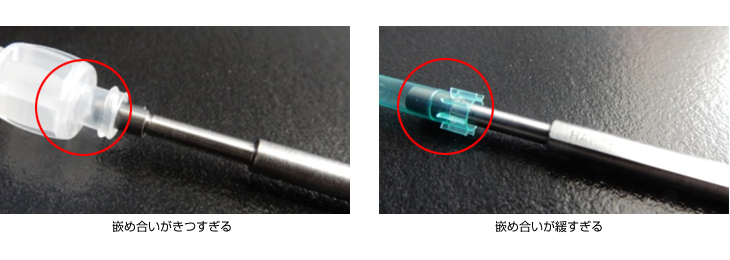
嵌め合い部品の調整による組み立て工数の削減
-
- コストダウン
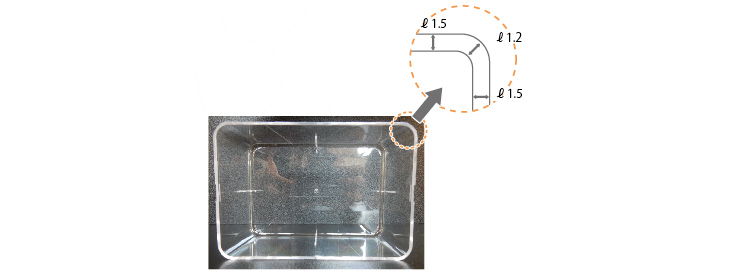
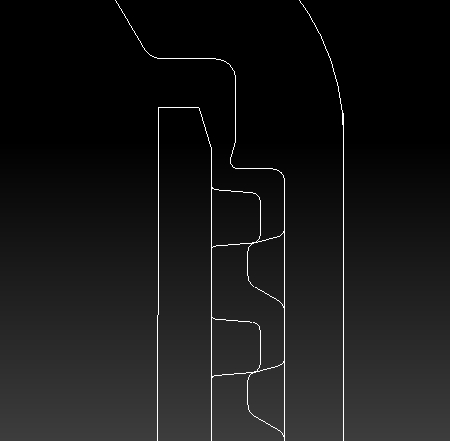
四角型容器のコーナー部の薄肉化によるソリ防止
-
- コストダウン
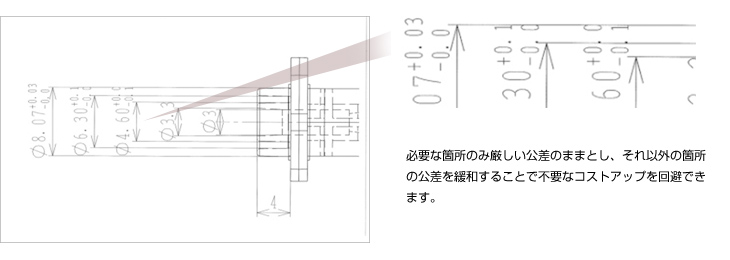
適切箇所のみへの公差設定によるコストダウン
-
- コストダウン
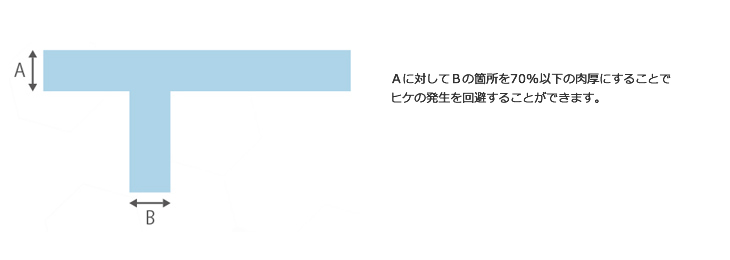
肉厚部分のヒケ発生の抑制
-
- 不良品率低減
嵌合代の追加による、医療用嵌合容器の液漏れ対策
-
- 不良品率低減
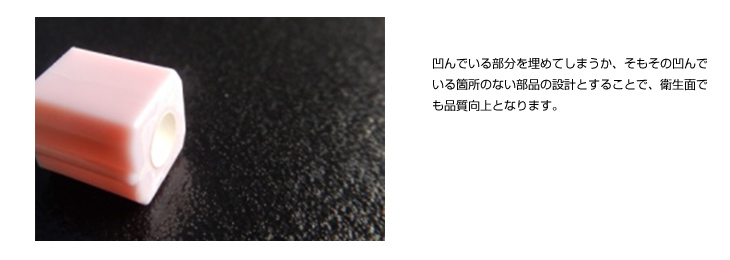
部品の凹凸をなくすことによる衛生面の品質向上
-
- 不良品率低減
ルアーテーパーによる嵌め合い部の密閉性向上
-
- 不良品率低減
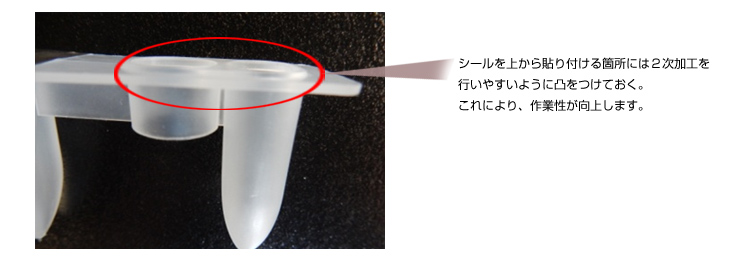
溶着や粘着シールなどの2次加工を考慮した製品設計
-
- 不良品率低減
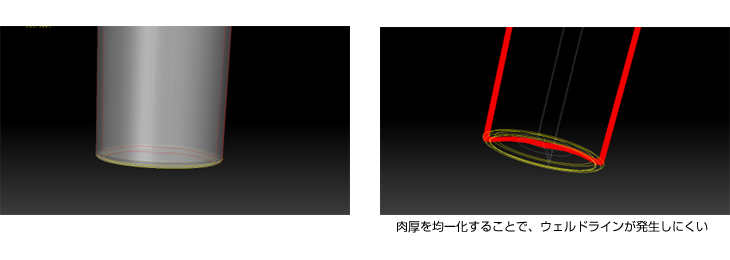
丸型容器のウェルド防止設計
-
- 不良品率低減
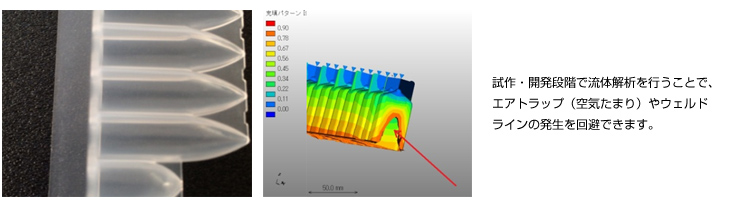
流動解析による液漏れトラブルの回避
-

- 利便性向上
大きなRの設置による使用現場での作業性向上
-

- 利便性向上
ストッパー追加による部品の紛失阻止
-
- 利便性向上
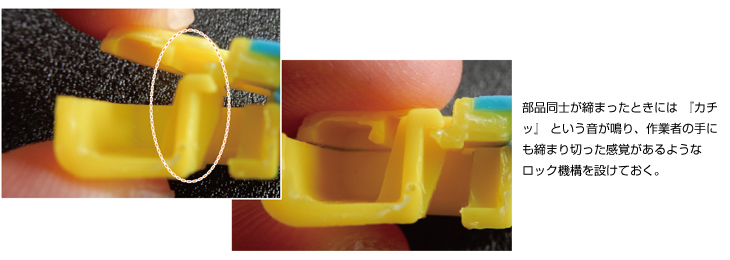
ロック機構の付加による作業ミスの防止
-
- 利便性向上
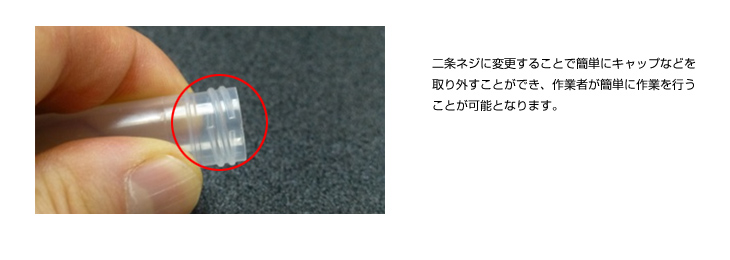
二条ネジの活用による使用満足向上
-
- 金型設計
組み込み後を意識したゲート位置の変更