肉厚部分のヒケ発生の抑制
Before (改善前)
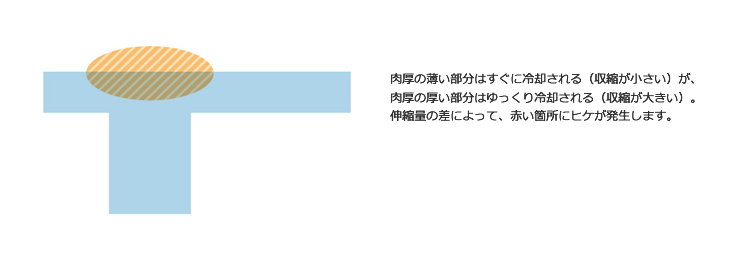
プラスチック射出成形品で、肉厚差が大きい場合、肉厚の厚い部分が肉厚の薄い部分に比べて冷却スピードがゆっくりとなるため、プラスチック樹脂の収縮が大きくなりヒケが発生しやすくなります。例えば、上記のようにプラスチック射出成形の肉厚差が大きい部分では、肉厚が厚い方が薄い部分に比べてゆっくりと冷却されるので、赤色の箇所にヒケが発生しやすくなります。これにより、不良品の発生比率が高くなるので、歩留りが悪くなる傾向があります。
After (改善後)
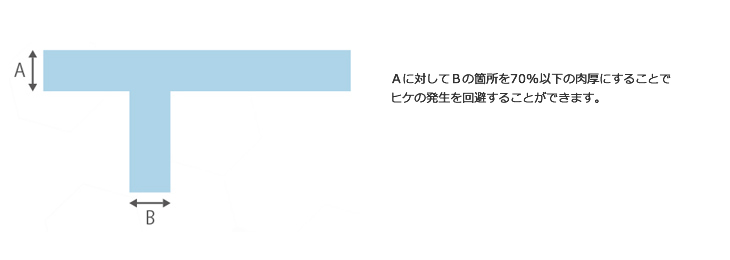
プラスチック射出成形品の肉厚を変更することで、ヒケの発生を抑制することができます。上記Bの肉厚をAの肉厚の70%以下に変更することで、ヒケの発生を回避することが可能となります。しかし、薄くしすぎると強度に問題が出るので注意が必要です。もし、肉厚を使用用途上、変更することが難しい場合には、ゲートの位置を変更して部位ごとの充填スピード、冷却スピードを調整したり、材料の収縮率を考慮したプラスチック樹脂の選定を行うとヒケの発生を最低限に抑えることが可能となります。
この記事を書いた人
-
親和工業の医療用プラスチック成形を支える、社歴20年の現場技術担当です。
私の強みは、流動解析を用いた3D金型設計から、現場での成形オペレーション、高精度な検査、そして梱包出荷に至るまで、射出成形のすべての工程を自ら泥臭く経験してきたことです。
各工程のメリット・デメリットを骨の髄まで理解しているからこそ、開発・設計段階での確実なVA/VE提案や、手戻りのないスムーズな試作・量産化が可能です。
特級技能士の技術力と、クラス10,000のクリーンルーム、最新のPCR品質保証体制を掛け合わせ、世界の医療を支える高品質なプラスチック製品をお届けします。
最新の記事一覧
 コストダウン2025年11月20日複数用途に使用可能となる部品製造の設計
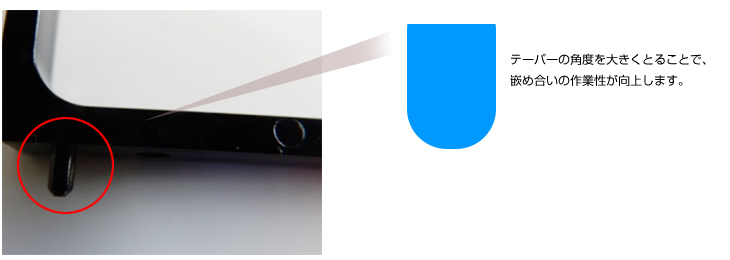
コストダウン2025年11月20日複数用途に使用可能となる部品製造の設計 コストダウン2025年11月20日嵌め合い部品の調整による組み立て工数の削減
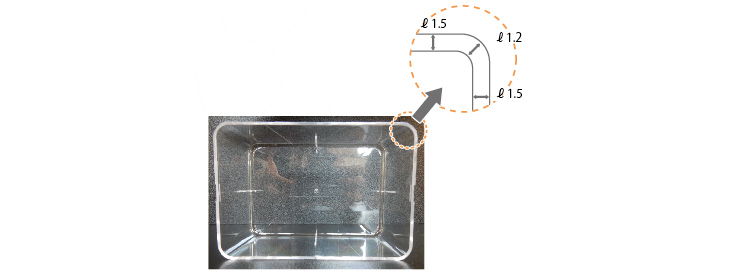
コストダウン2025年11月20日嵌め合い部品の調整による組み立て工数の削減 コストダウン2025年11月20日四角型容器のコーナー部の薄肉化によるソリ防止
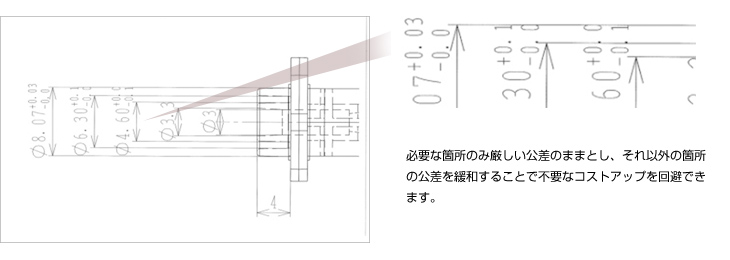
コストダウン2025年11月20日四角型容器のコーナー部の薄肉化によるソリ防止 コストダウン2025年11月20日適切箇所のみへの公差設定によるコストダウン
コストダウン2025年11月20日適切箇所のみへの公差設定によるコストダウン
POINT
プラスチック射出成形品のヒケを目立たなくする方法としては、材料に白の着色をすることや、金型にシボを設けることがあります。白は光を反射し、シボも光を乱反射するので、ヒケが目立たなくなります。これらはあくまでも見た目に対する対策で、製品設計変更、金型設計変更ではありませんが、応急処置としては有効な場合がある方法です。しかし、根本的にヒケの発生を抑えて、高品質なプラスチック射出成形品を製作する際には、本事例のような設計変更の検討が必要となります。