樹脂の流動性向上による製品品質の向上
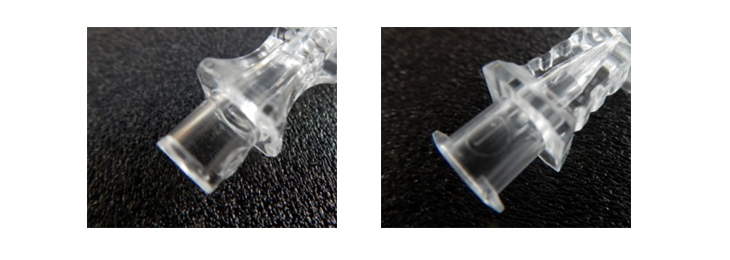
Before (改善前)
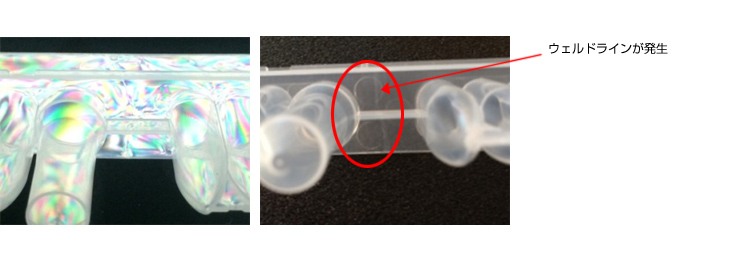
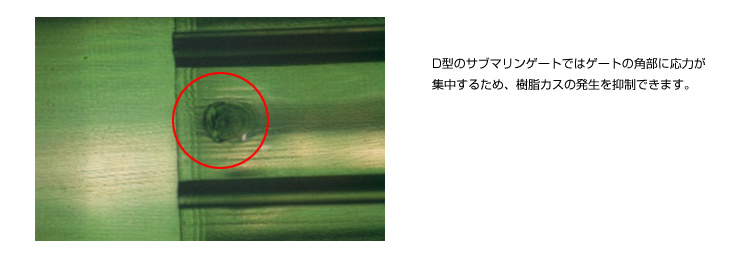
医療用検査キットなどの医療分野においても、医療用プラスチック成形を行う際にゲートを多点ゲートにすると、金型に流れ込んだ樹脂が合流した部分にはウェルドが発生します。ウェルドの発生した部分は、樹脂が結合している部分であるため、強度の低下がみられます。また、多点ゲートにすることで樹脂の合流地点にガスが溜まりやすくなり、場合によってはエアートラップが発生することもあります。このような場合、空気の過度の圧縮による樹脂焼けや充填不良が発生し、ショートモールドの原因となります。
After (改善後)
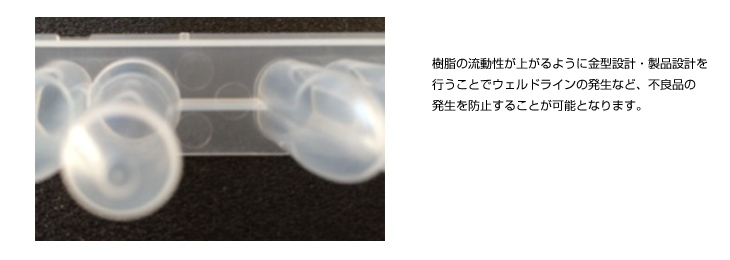
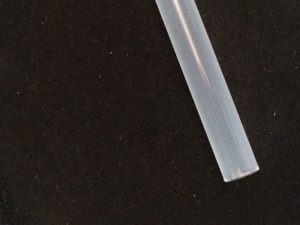
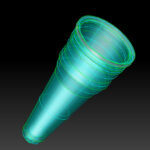
医療用プラスチックの成形を行う際には、可能な限り少ないゲートで樹脂をフル充填できるようにすることがウェルドなどの品質不良を防止するためには望ましいです。そのためには、プラスチックを注入した際のプラスチックの流動性を向上させる必要があります。対策として設計時に製品の肉厚を変化させることや、リブを使用して強度の補強のほか、フローリーダーとすることで1つのゲートからでも製品の端までプラスチックを流し込むことができるよう設計することで、製品の品質向上につながります。
この記事を書いた人
-
親和工業の医療用プラスチック成形を支える、社歴20年の現場技術担当です。
私の強みは、流動解析を用いた3D金型設計から、現場での成形オペレーション、高精度な検査、そして梱包出荷に至るまで、射出成形のすべての工程を自ら泥臭く経験してきたことです。
各工程のメリット・デメリットを骨の髄まで理解しているからこそ、開発・設計段階での確実なVA/VE提案や、手戻りのないスムーズな試作・量産化が可能です。
特級技能士の技術力と、クラス10,000のクリーンルーム、最新のPCR品質保証体制を掛け合わせ、世界の医療を支える高品質なプラスチック製品をお届けします。
最新の記事一覧
 コストダウン2025年11月20日複数用途に使用可能となる部品製造の設計
コストダウン2025年11月20日複数用途に使用可能となる部品製造の設計 コストダウン2025年11月20日嵌め合い部品の調整による組み立て工数の削減
コストダウン2025年11月20日嵌め合い部品の調整による組み立て工数の削減 コストダウン2025年11月20日四角型容器のコーナー部の薄肉化によるソリ防止
コストダウン2025年11月20日四角型容器のコーナー部の薄肉化によるソリ防止 コストダウン2025年11月20日適切箇所のみへの公差設定によるコストダウン
コストダウン2025年11月20日適切箇所のみへの公差設定によるコストダウン
POINT
医療用プラスチックの成形において、ゲートの数を可能な限り減らし、注入する樹脂の流動性を高めてフル充填させることが製品の品質向上のポイントとなります。昔は流動性が良いプラスチックが少なかったことから、太いランナーで多点ゲートでプラスチック射出成形を行うことがセオリーでしたが、射出成形機も電動になり射出馬力が大幅にアップしております。また、材料開発の技術進歩により、流動性の高いプラスチックグレードも生み出されたため、現在では、細いランナーで少ないゲートから注入を行うことが一般的です。