+81-48-251-3843
+81-48-251-3843 +81-48-255-4959
+81-48-255-4959


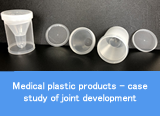
When overpacking plastic molded products, it is difficult to release the product from the mold, and when protruding, a part of the molded product will be whitened or scratched. In the worst case, the product cannot be taken out form the mold and the mold may be damaged. The following are basic measures for overpacking.
- Lower the holding pressure to lower the internal pressure in the cavity
- Raise resin temperature to lower viscosity of molten resin so that to lower loading pressureる
- Change the draft angle of the mold significantly.
Overpacking can occur not only in the product area, but also in the thick sprue section.
Gates and runners usually solidify faster than sprues because they are thinner than sprues. If pressure more than necessary is applied to the gate or runner after it has solidified, the sprue will remain on the fixed side of the mold. One solution is to lower the holding pressure, but a thick sprue not only wastes raw materials, but also takes time to cool down and wastes cycle time. By correcting the mold to a thin sprue earlier, loss of cooling time and cycle time can be prevented.